
Продукти от категория
- FM трансмитер
- 0-50w 50w-1000w 2kw-10kw 10kw +
- TV предавател
- 0-50w 50-1kw 2kw-10kw
- FM антена
- TV Антена
- Антена за аксесоари
- кабел Съединител Мощност Splitter Dummy Заредете
- RF Transistor
- Захранване
- Аудио УРЕДИ
- DTV Front End техника
- Link System
- STL система система Микровълнова Link
- FM радио
- електромера
- Други продукти
- Специален за коронавирус
Продукти Етикети
Fmuser сайтове
- es.fmuser.net
- it.fmuser.net
- fr.fmuser.net
- de.fmuser.net
- af.fmuser.net -> африкаанс
- sq.fmuser.net -> албански
- ar.fmuser.net -> арабски
- hy.fmuser.net -> Арменски
- az.fmuser.net -> азербайджански
- eu.fmuser.net -> баски
- be.fmuser.net -> белоруски
- bg.fmuser.net -> Български
- ca.fmuser.net -> каталунски
- zh-CN.fmuser.net -> китайски (опростен)
- zh-TW.fmuser.net -> Китайски (традиционен)
- hr.fmuser.net -> хърватски
- cs.fmuser.net -> чешки
- da.fmuser.net -> датски
- nl.fmuser.net -> Холандски
- et.fmuser.net -> естонски
- tl.fmuser.net -> филипински
- fi.fmuser.net -> финландски
- fr.fmuser.net -> Френски
- gl.fmuser.net -> галисийски
- ka.fmuser.net -> грузински
- de.fmuser.net -> немски
- el.fmuser.net -> Гръцки
- ht.fmuser.net -> хаитянски креолски
- iw.fmuser.net -> иврит
- hi.fmuser.net -> хинди
- hu.fmuser.net -> Унгарски
- is.fmuser.net -> исландски
- id.fmuser.net -> индонезийски
- ga.fmuser.net -> ирландски
- it.fmuser.net -> Italian
- ja.fmuser.net -> японски
- ko.fmuser.net -> корейски
- lv.fmuser.net -> латвийски
- lt.fmuser.net -> Литовски
- mk.fmuser.net -> македонски
- ms.fmuser.net -> малайски
- mt.fmuser.net -> Малтийски
- no.fmuser.net -> Norwegian
- fa.fmuser.net -> персийски
- pl.fmuser.net -> полски
- pt.fmuser.net -> португалски
- ro.fmuser.net -> Romanian
- ru.fmuser.net -> руски
- sr.fmuser.net -> сръбски
- sk.fmuser.net -> словашки
- sl.fmuser.net -> Словенски
- es.fmuser.net -> испански
- sw.fmuser.net -> суахили
- sv.fmuser.net -> шведски
- th.fmuser.net -> Thai
- tr.fmuser.net -> турски
- uk.fmuser.net -> украински
- ur.fmuser.net -> урду
- vi.fmuser.net -> Виетнамски
- cy.fmuser.net -> уелски
- yi.fmuser.net -> Идиш
Процес на производство на печатни платки | 16 стъпки за направата на печатни платки
„Производството на печатни платки е много важно в индустрията на печатни платки, тясно е свързано с дизайна на печатни платки, но наистина ли знаете всички стъпки за производство на печатни платки в производството на печатни платки? В този дял ще ви покажем 16 стъпки в производствения процес на печатни платки. Включително какви са те и как работят в процеса на производство на печатни платки ----- FMUSER "
Споделянето е загриженост!
За Стъпка 1: Дизайн на печатни платки - Проектиране и извеждане
За Стъпка 2: Графиране на PCB файлове - Генериране на филми за дизайн на PCB
За Стъпка 3: Вътрешни слоеве Imaging Transfer - ПЕЧАТ НА ВЪТРЕШНИ СЛОЙОВЕ
За Стъпка 4: Офорт от мед - Премахване на нежеланата мед
За Стъпка 5: Подравняване на слоя - Ламиниране на слоевете заедно
За Стъпка 6: Пробиване на отвори - за закрепване на компонентите
За Стъпка 7: Автоматизирана оптична проверка (само за многослойна печатна платка)
За Стъпка 8: OXIDE (само за многослойна печатна платка)
За Стъпка 9: Гравиране на външен слой и окончателно ивичене
За Стъпка 10: Маска за запояване, копринен екран и повърхностни покрития
За Стъпка 12: Електрически тест - Тестване на летяща сонда
За Стъпка 13: Изработка - Профилиране и V-точкуване
За Стъпка 14: Микросекциониране - допълнителната стъпка
За Стъпка 15: Крайна проверка - контрол на качеството на печатни платки
За Стъпка 16: Опаковка - обслужва това, от което се нуждаете
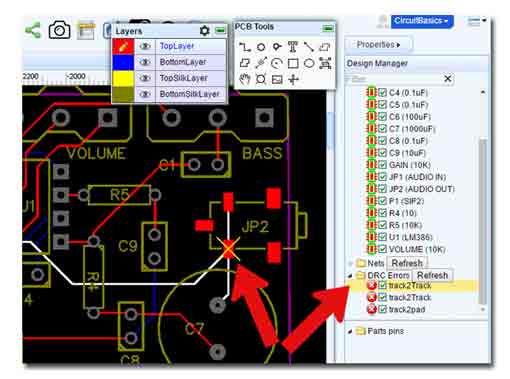
Дизайн на печатни платки
Проектирането на печатни платки е началният етап от процеса на офорт, докато инженерният етап на CAM е първата стъпка в производството на печатни платки на нова печатна платка,Дизайнерът анализира изискването и избира подходящите компоненти като процесор, захранване и др. Създайте план, който отговаря на всички изисквания.

Но винаги помнете, че платките трябва да бъдат строго съвместими с оформление на печатни платки, създадено от дизайнера с помощта на софтуер за проектиране на печатни платки. Ако сте дизайнер, трябва да информирате производителя на вашия договор за версията на софтуера за проектиране на печатни платки, използван за проектиране на веригата, тъй като помага да се избегнат проблеми, причинени от несъответствия преди производството на печатни платки.
След като дизайнът е готов, отпечатайте го върху хартията за прехвърляне. Уверете се, че дизайнът се побира в лъскавата страна на хартията.
Има и много терминология на печатни платки в производството на печатни платки, проектирането на печатни платки и др. Може да имате по-добро разбиране за печатната платка, след като прочетете някои от терминологиите на печатни платки от долната страница!
Също така прочетете: Речник на терминологията на печатни платки (подходящ за начинаещи) | Дизайн на печатни платки
Обикновено данните пристигат във файлов формат, известен като разширена Gerber (Gerber се нарича още RX274x), която е най-често използваната програма, въпреки че могат да се използват и други формати и бази данни.
След като дизайнът на печатната платка бъде включен в софтуера Gerber Extended, всички различни аспекти на дизайна се преглеждат, за да се гарантира, че няма грешки.
След задълбочен преглед завършеният дизайн на печатни платки се отвежда в производствената къща за производство на печатни платки. При пристигане дизайнът преминава втора проверка от производителя, известна като проверка за дизайн за производство (DFM), която гарантира:
● Дизайнът на печатни платки е изработим
● Дизайнът на печатни платки отговаря на изискванията за минималните допуски по време на производствения процес
▲ ОБРАТНО ▲
Също прочетено: Какво представлява печатната платка (PCB) | Всичко, което трябва да знаете
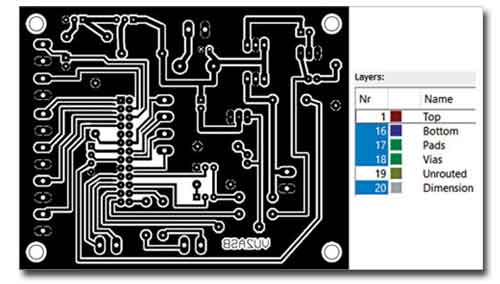
СТЪПКА 2: Картографиране на печатни платки - Генериране на филми за дизайн на печатни платки
След като сте решили своя дизайн на печатни платки, следващата стъпка е да го отпечатате. Това обикновено се случва в контролирана от температура и влажност тъмна стая. Различните слоеве на PCB фотофилма се подравняват чрез пробиване на точни дупки за регистрация във всеки лист филм. Филмът е създаден, за да помогне при създаването на фигура на медния път.
Съвет: Като дизайнер на печатни платки, след като изведете вашите PCB схематични файлове, не забравяйте да напомните на производителите да извършат проверка на DFM
Специален принтер, наречен лазерен фотоплотер, често се използва при печатната платка, въпреки че е лазерен принтер, той не е стандартен лазерно струен принтер.
Но този процес на заснемане вече не е адекватен за миниатюризацията и технологичния напредък. Той по някакъв начин остарява.
Лазерният фотоплотер взема данните от платката и ги преобразува в пикселно изображение, след което лазер записва това върху филма и експонираният филм автоматично се разработва и разтоварва за оператора.
Крайният продукт води до пластмасов лист с фото негатив на ПХБ с черно мастило. За вътрешните слоеве на ПХБ черното мастило представлява проводящите медни части на ПХБ. Останалата ясна част на изображението обозначава областите на непроводящ материал. Външните слоеве следват обратния модел: прозрачен за мед, но черният се отнася до областта, която ще бъде гравирана. Плотерът автоматично разработва филма и филмът се съхранява надеждно, за да предотврати нежелан контакт.
Всеки слой от печатни платки и спойка маска получава свой собствен прозрачен и черен филмов лист. Като цяло двуслойната печатна платка се нуждае от четири листа: два за слоевете и два за припойната маска. Показателно е, че всички филми трябва да отговарят перфектно един на друг. Когато се използват в хармония, те очертават подравняването на печатни платки.
За да се постигне перфектно подравняване на всички филми, през всички филми трябва да се пробият дупки за регистрация. Точността на отвора се получава чрез регулиране на масата, върху която седи филмът. Когато малките калибрирания на масата водят до оптимално съвпадение, дупката се пробива. Дупките ще се поберат в регистрационните щифтове в следващата стъпка от процеса на изобразяване.
Също така прочетете: Чрез дупка срещу повърхностен монтаж | Каква е разликата?
▲ ОБРАТНО ▲
Тази стъпка се отнася само за дъски с повече от два слоя. Обикновените двуслойни дъски прескачат напред към пробиването. Многослойните дъски изискват повече стъпки.
Първата стъпка е почистването на медта.
При изграждането на печатни платки чистотата има значение. Медният ламинат се почиства и преминава в обеззаразена среда. Винаги не забравяйте да се уверите, че прахът не попада на повърхността, където може да причини късо или прекъснато съединение на готовата платка.
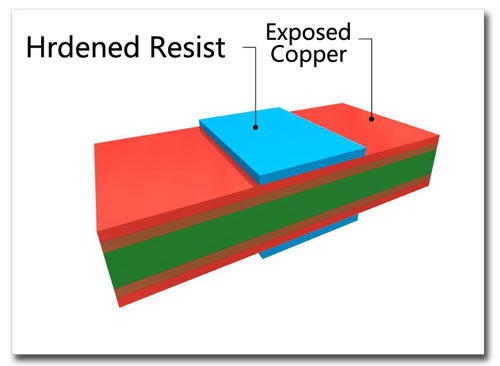
Изчистеният панел получава слой от фоточувствителен филм, наречен фоторезист. Принтерът използва мощни UV лампи, които втвърдяват фоторезиста чрез прозрачния филм, за да дефинират медната шарка.
Това гарантира точно съвпадение от фотофилмите към фоторезиста.
Операторът зарежда първия филм върху щифтовете, след това покрития панел и втория филм. Леглото на принтера има регистрационни щифтове, съответстващи на отворите в инструментите за снимки и в панела, което гарантира, че горният и долният слой са точно подравнени.
Филмът и дъската се подреждат и получават излъчване на UV светлина. Светлината преминава през прозрачните части на филма, втвърдявайки фоторезиста върху медта отдолу. Черното мастило от плотера предотвратява проникването на светлината в областите, които не са предназначени да се втвърдяват, и те са планирани за отстраняване.
Под черните зони съпротивлението остава незакалено. Чистата стая използва жълто осветление, тъй като фоторезистът е чувствителен към UV светлина.

Продуктът се появява с устойчивост, покриваща правилно медните области, предназначени да останат във финалната си форма. Техник изследва дъските, за да се увери, че няма грешки по време на този етап. Цялото съпротивление, присъстващо в този момент, означава медта, която ще се появи в завършената печатна платка.
Също така прочетете: Дизайн на печатни платки | Диаграма на производствения процес на печатни платки, PPT и PDF
▲ ОБРАТНО ▲
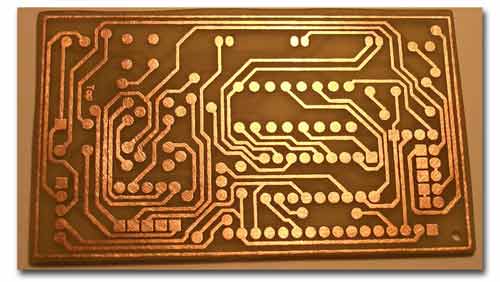
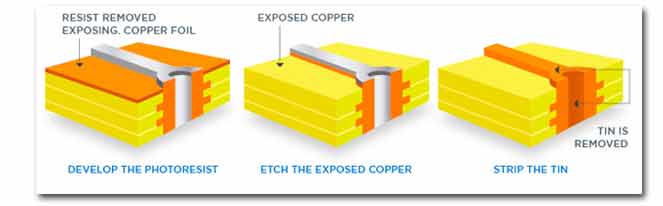
СТЪПКА 4: Офорт от мед - Премахване на нежеланата мед
При производството на печатни платки ецването е процес на отстраняване на нежеланата мед (Cu) от платката. Нежеланата мед не е нищо друго, освен медната верига, която се отстранява от платката. В резултат на това се постига желаната схема на веригата. По време на този процес основната мед или стартовата мед се отстраняват от дъската.
Невтвърденият фоторезист се отстранява и втвърденото съпротивление защитава желаната мед, платката преминава към нежелано отстраняване на медта. Използваме кисел ецващ препарат, за да отмием излишната мед. Междувременно медта, която искаме да запазим, остава напълно покрита под слоя фотоустойчивост.
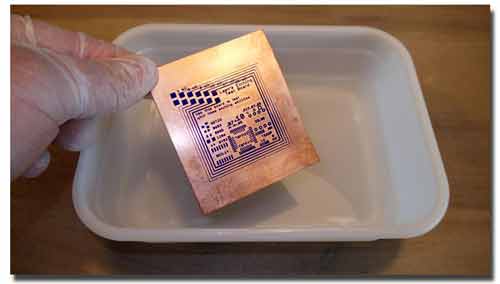
Производителите на печатни платки обикновено използват процес на мокро офорт. При мокро офорт нежеланият материал се разтваря, когато се потопи в химичен разтвор.
Има два метода за мокро офорт:
● Алкално офорт (амонячно)
Киселинният метод се използва за ецване на вътрешните слоеве в PCB. Този метод включва химически разтворители като Железен хлорид (FeCl3) OR Меден хлорид (CuCl2).
Алкалният метод се използва за ецване на външните слоеве в печатни платки. Тук използваните химикали са хлоридна мед (CuCl2 Castle, 2H2O) + хидрохлорид (HCl) + водороден прекис (H2O2) + състав на вода (H2O). Алкалният метод е бърз процес и е малко скъп.
Процесът се контролира внимателно, за да се гарантира, че широчината на готовия проводник е точно такава, каквато е проектирана. Но дизайнерите трябва да са наясно, че по-дебелите медни фолиа се нуждаят от по-широки пространства между коловозите. Операторът проверява внимателно, че цялата нежелана мед е била гравирана
След като нежеланата мед се отстрани, дъската се обработва за отстраняване, където калайът или калайът / постно или фоторезистът се отстраняват от дъската.
Сега нежеланата мед се отстранява с помощта на химичен разтвор. Това решение ще премахне излишната мед, без да навреди на втвърдения фоторезист.
Също така прочетете: Как да рециклираме печатна платка за отпадъци? | Неща, които трябва да знаете
▲ ОБРАТНО ▲
СТЪПКА 5: Подравняване на слоя - Ламиниране на слоевете заедно
Заедно с тънки слоеве медно фолио за покриване на външните повърхности на горната и долната страна на дъската, двойките слоеве се подреждат, за да се създаде „сандвич“ на печатни платки. За да се улесни свързването на слоевете, всяка двойка слоеве ще има лист "препрег", вмъкнат между тях. Prepreg е материал от фибростъкло, импрегниран с епоксидна смола, който ще се стопи по време на топлината и налягането в процеса на ламиниране. Тъй като препрегът се охлажда, той ще свърже двойките слоеве заедно.
За да се получи многослойна печатна платка, редуващи се слоеве от влята в епоксид фибростъкло, наречена препрег и проводими сърцевини, се ламинират заедно при висока температура и налягане с помощта на хидравлична преса. Налягането и топлината карат препрега да се стопи и да съедини слоевете заедно. След охлаждане полученият материал следва същите производствени процеси като двустранната ПХБ. Ето повече подробности за процеса на ламиниране, като се използва 4-слойна печатна платка като пример:

Съставяне на дъската заедно по време на тази фаза се изисква много внимание към детайлите, за да се поддържа правилното подравняване на веригата на различните слоеве. След като стекът завърши, сандвичираните слоеве се ламинират и топлината и налягането на процеса на ламиниране ще слеят слоевете заедно в една платка.
▲ ОБРАТНО ▲
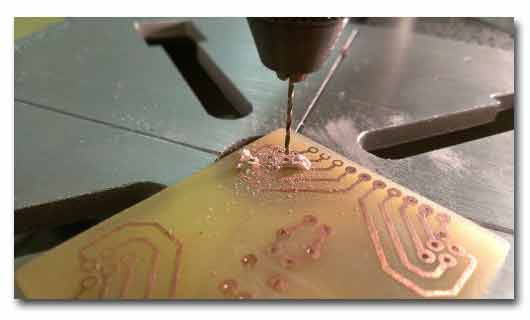
За Стъпка 6: Пробиване на отвори - за закрепване на компонентите
Vias, монтаж и други дупки се пробиват през печатната платка (обикновено в купчини панели, в зависимост от дълбочината на свредлото). Точността и чистите стени на отворите са от съществено значение и сложната оптика осигурява това.
За да се намери местоположението на целите на сондажа, рентгенов локатор идентифицира правилните места на целта на сондажа. След това се пробиват правилни дупки за регистрация, за да се осигури стека за поредицата от по-специфични дупки.
Преди да пробиете, техникът поставя дъска от буферен материал под целта на свредлото, за да се увери, че е изпълнен чист отвор. Изходният материал предотвратява излишно разкъсване на изходите на свредлото.
Компютърът контролира всяко микродвижение на свредлото - съвсем естествено е продукт, който определя поведението на машините, да разчита на компютрите. Компютърно задвижваната машина използва сондажния файл от оригиналния дизайн, за да идентифицира правилните места за пробиване.
След като се пробият дупки, те се почистват с помощта на химически и механични процеси за отстраняване на смолисти остатъци и остатъци, причинени от пробиването. След това цялата открита повърхност на дъската, включително вътрешността на отворите, е химически покрита с тънък слой мед. Това създава метална основа за галванизиране на допълнителна мед в отворите и на повърхността в следващата стъпка.
След като сондажът завърши, допълнителната мед, която покрива ръбовете на производствения панел, се отстранява чрез инструмент за профилиране.
▲ ОБРАТНО ▲
СТЪПКА 7: Автоматизирана оптична проверка (само за многослойна печатна платка)
След ламиниране е невъзможно да се подредят грешките във вътрешните слоеве. Следователно панелът се подлага на автоматична оптична проверка преди залепване и ламиниране. Машината сканира слоевете с помощта на лазерен сензор и го сравнява с оригиналния файл на Гербер, за да изброи несъответствия, ако има такива.
След като всички слоеве са чисти и готови, те трябва да бъдат проверени за подравняване. Както вътрешният, така и външният слой ще бъдат подредени с помощта на дупки, пробити по-рано. Оптична щанцова машина пробива щифт над отворите, за да поддържа слоевете подравнени. След това започва процесът на проверка, за да се увери, че няма несъвършенства.
Най-честите събития, които се случват по време на процеса на изображението на слоя, които водят до кратък или отворен проблем, са:
● Изображението е изложено неправилно, което води или до увеличаване / намаляване на размера на функциите.
● Лошият сух филм устоява на адхезията, което може да доведе до прорези, порязвания или дупки в гравирания шаблон.
● Медта е недостатъчно гравиран, оставяйки нежелана мед или причинявайки нарастване на размера на елементите или шортите.
● Медта е прекалено гравиран, премахване на необходимите медни елементи, създаване на намалени размери или разфасовки.
В крайна сметка AOI е важна част от производствения процес, който помага да се гарантира точност, качество и своевременна доставка на печатни платки.
▲ ОБРАТНО ▲
Оксид (наречен черен оксид или кафяв оксид в зависимост от процеса), е химическа обработка на вътрешни слоеве многослойни ПХБ преди ламиниране, за увеличаване на грапавостта на облечената мед за подобряване на здравината на ламинатната връзка. Този процес помага да се предотврати разслояване или разделяне между който и да е от слоевете основен материал или между ламината и проводимото фолио, след като производственият процес приключи.
СТЪПКА 9: Гравиране на външен слой и окончателно ивичене
Снимане на фоторезист
След като панелът е покрит, фоторезистът става нежелан и трябва да се отстрани от панела. Това се прави в a хоризонтален процес съдържащ чист алкален разтвор, който ефективно премахва фотоустойчивостта, оставяйки основната мед на панела изложена за отстраняване в следващия процес на офорт.
Калайът пази идеалната мед на този етап. Нежеланото излагане на мед и мед под останалата част от резистентния слой изпитва отстраняване. В това офорт, ние използваме амонячен офорт за ецване на нежеланата мед. Междувременно калайът осигурява необходимата мед по време на този етап.
На този етап дирижиращите региони и връзки се установяват законно.
Изваждане на калай
След процеса на ецване, медта, присъстваща на печатната платка, се покрива от устойчивостта на ецване, т.е. калайът, който вече не е необходим. Следователно, сваляме го, преди да продължим по-нататък. Можете да използвате концентрирана азотна киселина за отстраняване на калай. Азотната киселина е много ефективна при отстраняването на калай и не уврежда следите от медни вериги под металния калай. По този начин сега имате ясен отчетлив контур на медта върху печатната платка.
След като покритието завърши върху панела, сухият филм се противопоставя на това, което остава и медта, която лежи отдолу, трябва да бъде отстранена. Панелът сега ще премине през процеса на лента-гравиране (SES). Панелът е лишен от съпротивлението и медта, която сега е изложена и не е покрита с калай, ще бъде гравирана, така че ще останат само следите и накладките около отворите и други медни шарки. Сухият филм се отстранява от покритите с калай панели и откритата мед (не е защитена с калай) се гравира, оставяйки желания модел на веригата. На този етап основната схема на платката е завършена
▲ ОБРАТНО ▲
СТЪПКА 10: Маска за запояване, копринен екран и повърхностни покрития
За да се предпази дъската по време на сглобяването, материалът за спойка се нанася, като се използва процес на излагане на ултравиолетови лъчи, подобен на този, използван при фоторезиста. Тази спойка маска ще покрийте цялата повърхност на дъската, с изключение на металните подложки и елементи, които ще бъдат запоени. В допълнение към припойната маска, обозначенията за еталонни компоненти и други маркировки на платката са екранирани с коприна върху дъската. Както припойната маска, така и мастилото за ситопечат се втвърдяват чрез изпичане на платката във фурна.
Платката също ще има повърхностно покритие, нанесено върху откритите й метални повърхности. Това помага да се защити откритият метал и подпомага операцията по запояване по време на сглобяването. Един пример за повърхностно покритие е изравняване с горещ въздух (HASL). Дъската първо се покрива с флюс, за да се подготви за спойка и след това се потапя във вана с разтопена спойка. Тъй като дъската се отстранява от спойката, взрив с високо налягане на горещ въздух премахва излишната спойка от отворите и изглажда спойката върху повърхността метал.
Приложението за маска за запояване
Маска за спойка се нанася от двете страни на дъската, но преди това панелите се покриват с мастило за епоксидна спойка. Дъските получават светкавица от UV светлина, която преминава през спойка маска. Покритите части остават незакалени и ще бъдат подложени на отстраняване.
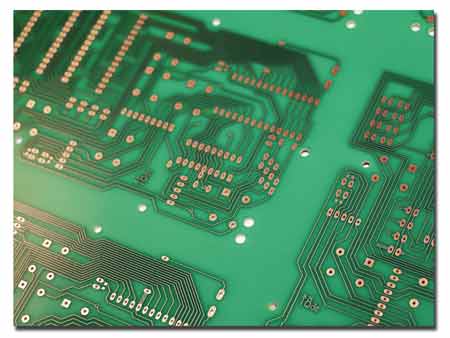
Зеленият цвят е избран за стандартен цвят на припойната маска, тъй като не натоварва очите. Преди машините да могат да инспектират печатни платки по време на процеса на производство и сглобяване, всичко беше ръчни проверки. Горната светлина, използвана за техници за проверка на дъските, не отразява зелена маска за спойка и е най-подходяща за очите им.
Номенклатурата (копринен екран)
Скринингът или профилирането е процесът на отпечатване на цялата критична информация на печатната платка, като идентификатор на производителя, номера на компоненти на името на компанията, точки за отстраняване на грешки. Това е полезно при обслужване и ремонт.

Това е също така най-артистичен процес на производство на печатни платки. Почти завършената платка получава отпечатване на разбираеми от човека букви, обикновено използвани за идентифициране на компоненти, точки за изпитване, номера на части на PCB и PCBA, предупредителни символи, фирмени логотипи, кодове за дата и марки на производителя.
PCB накрая преминава към последния етап на покритие и втвърдяване.
Златното или сребърното покритие на повърхността
Печатната платка е покрита със злато или сребро, за да добави допълнителна способност за спояване към дъската, което ще увеличи връзката на спойката.
Прилагането на всяко повърхностно покритие може леко да варира в процеса, но включва потапяне на панела в химическа баня, за да се покрие всяка открита мед с желаното покритие.
Последният химичен процес, използван за производството на ПХБ, е нанасяне на повърхностното покритие. Докато маската за спойка покрива по-голямата част от веригата, повърхностното покритие е проектирано да предотврати окисляването на останалата изложена мед. Това е важно, защото окислената мед не може да бъде запоена. Има много различни повърхностни покрития, които могат да бъдат приложени към платка. Най-често срещаният е нивото на запояване с горещ въздух (HASL), което се предлага както като олово, така и без олово. Но в зависимост от спецификациите на печатната платка, приложението или процеса на сглобяване, подходящите повърхностни покрития могат да включват безелектрично никелово потапящо злато (ENIG), меко злато, твърдо злато, потапящо сребро, потапящ калай, консервант за органично запояване (OSP) и други.
След това печатната платка е покрита със златно, сребърно или безоловно HASL или покритие за изравняване с горещ въздух. Това се прави така, че компонентите да могат да бъдат запоени към създадените подложки и да предпазват медта.
▲ ОБРАТНО ▲
СТЪПКА 12: Електрически тест - Тестване на летяща сонда
Като последна предпазна мярка за откриване, дъската ще бъде тествана от техника за функционалност. В този момент те използват автоматизираната процедура, за да потвърдят функционалността на печатната платка и нейното съответствие с оригиналния дизайн.
Обикновено се нарича усъвършенствана версия на електрическото тестване Тестване на летяща сонда което зависи от движещи се сонди за тестване на електрическите характеристики на всяка мрежа на гола платка ще се използва при електрическия тест.
Всички шорти или отваряния ще бъдат идентифицирани, позволявайки на оператора да извърши ремонт или да изхвърли печатната платка като дефектна. В зависимост от сложността на дизайна и броя на тестовите точки, електрическото изпитване може да отнеме от няколко секунди до няколко часа, за да завърши.
Също така, в зависимост от различни фактори като сложността на дизайна, броя на слоевете и рисковия фактор на компонентите, някои клиенти избират да се откажат от електрическите тестове, за да спестят малко време и разходи. Това може да е ОК за прости двустранни печатни платки, при които не много неща могат да се объркат, но ние винаги препоръчваме електрически тестове на многослойни дизайни, независимо от сложността. (Съвет: Предоставянето на вашия производител на „списък с мрежи“ в допълнение към вашите дизайнерски файлове и производствени бележки е един от начините за предотвратяване на неочаквани грешки.)
▲ ОБРАТНО ▲
СТЪПКА 13: Изработка - Профилиране и V-точкуване
След като панелът на печатни платки завърши електрическо изпитване, отделните платки са готови за отделяне от панела. Този процес се извършва от CNC машина или рутер, който насочва всяка дъска от панела до желаната форма и размер. Обикновено използваните рутер битове са с размер 0.030 - 0.093 и за ускоряване на процеса могат да бъдат подредени множество панели с две или три високи, в зависимост от общата дебелина на всеки. По време на този процес, CNC машината също така може да произвежда слотове, скосявания и скосени ръбове, използвайки разнообразие от различни размери на рутерните битове.
Процесът на маршрутизиране е a процес на фрезоване, при който се използва фрезова бита за изрязване на профила на желания контур на дъската. Панелите са „закачени и подредени”, Както е направено по време на процеса„ Пробиване ”. Обичайният стек е от 1 до 4 панела.
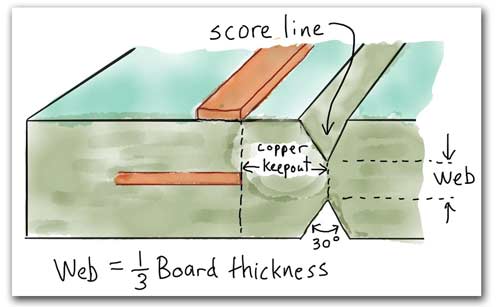
За да профилираме печатните платки и да ги изрежем от производствения панел, се нуждаем от рязане, което е да изрежем различни дъски от оригиналния панел. Методът използва или центриране върху използване на маршрутизатор или v-образна канавка. Рутер оставя малки раздели по ръбовете на дъската, докато v-образната бразда изрязва диагонални канали по двете страни на дъската. И двата начина позволяват на дъските лесно да изскачат от панела.
Вместо да маршрутизират отделни малки дъски, печатните платки могат да бъдат пренасочени като масиви, съдържащи множество дъски с раздели или делителни линии. Това позволява по-лесно сглобяване на множество дъски едновременно, като същевременно позволява на асемблера да раздели отделните дъски, когато сглобяването завърши.
И накрая, плоскостите ще бъдат проверени за чистота, остри ръбове, неравности и др. И ще бъдат почистени при необходимост.
СТЪПКА 14: Микросекциониране - допълнителната стъпка
Микро секционирането (известно също като напречно сечение) е незадължителна стъпка в производствения процес на печатни платки, но е ценен инструмент, използван за валидиране на вътрешната конструкция на печатни платки както за проверка, така и за анализ на повреда. За да се създаде образец за микроскопско изследване на материала, напречното сечение на ПХБ се изрязва и се поставя в мек акрил, който се втвърдява около него под формата на хокейна шайба. След това участъкът се полира и се гледа под микроскоп. Подробна проверка може да се извърши чрез проверка на многобройни детайли като дебелина на обшивката, качество на свредлото и качество на вътрешните връзки.

СТЪПКА 15: Окончателна проверка - контрол на качеството на печатни платки
В последната стъпка от процеса инспекторите трябва да дадат на всеки PCB последен внимателен контрол. Визуална проверка на печатната платка спрямо критериите за приемане. Използване на ръчна визуална проверка и AVI - сравнява PCB с Gerber и има по-бърза скорост на проверка от човешките очи, но все пак изисква проверка от човек. Всички поръчки също се подлагат на пълна проверка, включително оразмеряване, запояване и др за да гарантираме, че продуктът отговаря на стандартите на нашите клиенти, и преди опаковането и изпращането, се извършва 100% одит на качеството на борда на партиди.

● IPC-A-600 - Приемливост на печатни платки, което определя общоиндустриален стандарт за качество за приемане на печатни платки.
● IPC-6012 - Спецификация за квалификация и експлоатационни характеристики на твърди дъски, която установява видовете твърди плоскости и описва изискванията, които трябва да отговарят по време на производството за три класа на ефективност на дъски - Клас 1, 2 и 3.
ПХБ от клас 1 ще има ограничен живот и когато изискването е просто функцията на крайния продукт (напр. Отваряне на гаражни врати).
ПХБ от клас 2 би била тази, при която е желана продължителна производителност, удължен живот и непрекъсната услуга, но не е критична (напр. Дънна платка на компютър).
ПХБ от клас 3 ще включва крайна употреба, при която продължаващата висока производителност или производителността при поискване е критична, повредата не може да се толерира и продуктът трябва да функционира при необходимост (напр. Системи за контрол на полета или отбрана).
▲ ОБРАТНО ▲
СТЪПКА 16: Опаковката - обслужва това, от което се нуждаете
Дъските се опаковат с материали, които отговарят на стандартните изисквания за опаковане и след това се опаковат в кутии, преди да бъдат изпратени, като се използва заявеният начин на транспорт.
И както се досещате, колкото по-висок е класът, толкова по-скъпа е печатната платка. Като цяло разликата между класовете се постига, като се изискват по-строги допустими отклонения и контроли, които водят до по-надежден продукт.
Независимо от посочения клас, размерите на отворите се проверяват с щифтове, маската за спойка и легендата се проверяват визуално за цялостния външен вид, маската за спойка се проверява дали има посегателства върху подложките, както и качеството и покритието на повърхността финалът се изследва.
Насоките за инспекция на IPC и как те са свързани с дизайна на печатни платки е много важно за дизайнерите на печатни платки да се запознаят, процесът на поръчка и производство също е от жизненоважно значение.
Не всички печатни платки са създадени еднакво и разбирането на тези насоки ще помогне да се гарантира, че произведеният продукт отговаря на вашите очаквания както по отношение на естетиката, така и по отношение на производителността.
Ако ти си ТРЯБВА ВСЯКАКВА ПОМОЩ с Дизайн на печатни платки или имате въпроси по Стъпки за производство на печатни платки, моля не се колебайте споделете с FMUSER, ВИНАГИ СЛУШАМЕ!

Споделянето е загриженост!
▲ ОБРАТНО ▲
